
The right needle for the production of vehicle seats for ships, aircrafts, motor vehicles and trains
Vehicle seats have to fulfil many different requirements. Primarily, vehicle seats are technical safety products in which aspects such as flame and light resistance, expansion of the textile surface structure and resistance to shearing and abrasion play an important role. Consequently, the technical safety and functional quality of the seats is of prime importance in the manufacturing process.
Typical sewing problems
Seat covers are most commonly sewn from foam-backed woven or knitted fabrics. The foam backing differs in its firmness and height (1-10mm) and this together with the material finish has an impact on its subsequent sewability. These fabrics are described as composites because seat upholstery materials usually consist of three layers: fabric forming the outer surface of the product, foam and knitted fabric on the inside of the product.
Typical sewing problems affecting seat production are primarily:
A. Skip stitches and needle breakage
Three causes of skip stitches in vehicle seats processing:
1. Different heights of material layers
The thinner material layers flutter under the presser foot. The material layers that are not held by the presser foot are moving together with the upward stroke of the needle and thus reduce the needle thread loop. This prevents or reduces the loop formation to such an extent that the hook can no longer pick up the loop.
2. Cross seams
In this case the fluttering is caused by the transition between thick and thin (or thin and thick) material layers. Again, the needle thread loop is reduced by the material layers that are no longer held by the presser foot, so that the hook cannot catch the loop.
3. Needle deflection
Another cause of skip stitches is deflection of the needle with extremely thick material layer transitions, which prevents the hook from picking up the loop.
The cause of needle breakage in vehicle seat production:
Extreme needle deflection
With extremely thick material layer transitions, such as sewing over heavy cross seams, the needle is deflected from its correct penetration path. When the point of the needle comes into contact with the hook or other parts of the machine, the needle breaks.

For this case SCHMETZ has the solution: SERV 7 needle
The SERV 7 needle has a conically reinforced blade for higher needle stability and to prevent skip stitches. Moreover, it contributes with its optimized scarf shape to form a reliable loop and to prevent skip stitches even under extreme sewing conditions.
Applications in the manufacture of vehicle seats:
- Vehicle seat covers (car, aircraft, train, etc.)
- Headrests
- Laminated textiles
- Material combinations, e.g. textile and plastic profiles, textile and cardboard
- Thick and thin layers of material
B. Thermal damages and the solution
As a rule, high sewing speeds are not used in seat production. The foam used as backing on the underside of the material permits only low revolution sewing machine operation in the region of 1,500 – max. 3,500 stitches/minute. But expanded plastic strips made from polyurethane Pu or other plastic materials are similar, in that they can only be sewn without damage at a reduced sewing speed. If these sewing speeds are exceeded, thermal damage occurs in the form of melted residues on the needle and material layers sticking together. The physical properties (melting point of approx. 170 –235° C) of expanded plastic materials dictate the sewing speed.
Material layers sticking together

With excessive sewing speed thermal damage occurs due to the materials' low melting points: melted material in the stitch hole, the melted material sticks to the needle groove and eye to the extent that the eye of the needle can completely close up, which results in skip stitches and thread breakage. The reason for these problems is always that the sewing material components melt and adhere to the needle. As long as the needle is working, these residues on the needle remain pliable and drastically increase friction between the needle and the material being sewn. If the machine is stopped, the needle cools immediately and the melted residues become hard and make further use of the needle more and more difficult.
For this case SCHMETZ has the solution: Needles with NIT-coating
In currentless nickel plating, also known as chemical nickel plating, PTFE (polytetrafluoroethylene) is dispersed in the electrolyte solution and then deposits on the needles together with the nickel-phosphorus layer. This gives NIT needles very special properties .
Applications in the manufacture of vehicle seats:
- Materials with flame retardant finishing
- Man-made materials
- Materials with a high man-made fiber content
The NIT-coating withstands flame retardant materials longer than any other needles or coatings on the market (e.g. titanium nitride). However, the needle temperature is NOT reduced when coated needles are used, which many people incorrectly assume. Synthetic materials are melted by the needle temperature in the area around the stitch hole if their melting point is exceeded, which can lead to material damage. But the needle itself remains free of sticky residue. Even if a coated needle is used, to avoid damaging the material due to friction and, consequently, to prevent needle temperatures becoming too high, the needle size must be coordinated to the material and the sewing speed may also have to be reduced.
It should be noted that if NIT needles are being used to sew light colored material the needles should be “run-in” before they are used in production. This means that the external layer is chafed off during the needle motion by the fabric over a seam length of approx. 50 cm leaving colored marks visible. This process changes the needle's appearance, which, however, has absolutely no effect on the needle's fitness for purpose or use.
C. Damage to the material and the solution
In vehicle seats production damage to the material is a frequent problem. Besides the use of too large needles for sewing, another main cause of damage is the use of unsuitable needle point styles.
SCHMETZ has two main point styles to prevent material damage: Round/ball points and cutting points.
The following ball or round points are available for you to choose from:
Applications in the manufacture of vehicle seats:
R:
- Woven fabrics and foam backing
- Material combinations
- leather qualities, which can be pierced with the R point without any problem
SES:
Fine to medium knitwear and foam backing
SUK:
Coarse knitwear and foam backing
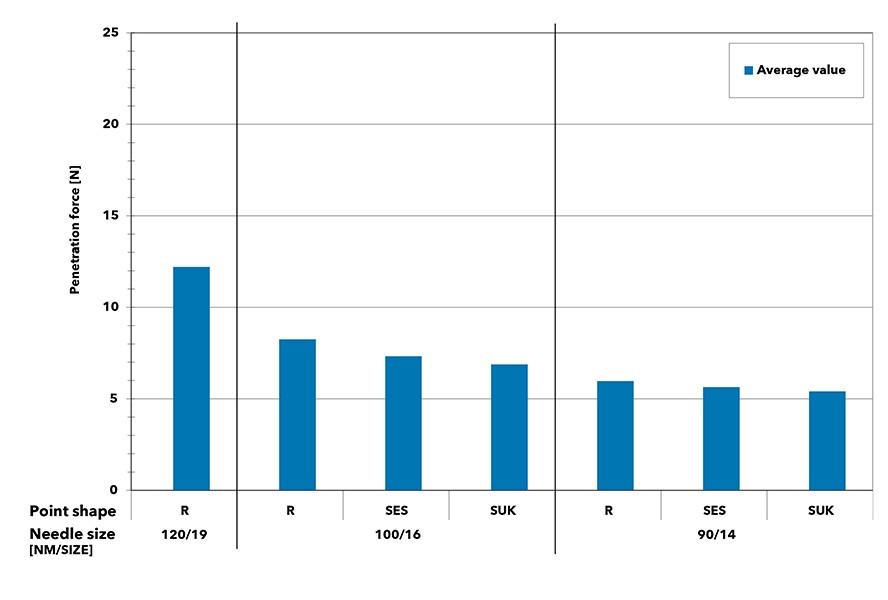
The advantages of the ball points SES and SUK:
- Increased displacement effect compared to the R point
- Less penetration force than the R point
The denser the fabric and the more layers which have to be sewn together, the less space there is for the needle to pierce between the fabric threads and the higher the risk of the needle ”piercing“ a fabric thread.
If a fabric thread is ”pierced“, either the entire thread or several fibers are damaged. This damage may not be recognizable with the bare eye. But with mechanical stress this damage becomes worse and more obvious. Therefore the displacement effect of the ball point is more effective and important the smaller the gaps between the individual fabric threads are. Another ”side effect“ of piercing the gaps between the fabric threads is reduced penetration force, which results in less needle breakage especially when many layers of material are being sewn.
A comparison of different needle sizes shows that the penetration forces of thinner needles are much lower. This correlates with less damage to the material and, due to the lower friction, also minimizes thermal damage. The penetration forces of ball points are also less than those of normal round points.
Advice:
We recommend to replace the needles after each shift change – or at shorter intervals if they are subjected to a lot of stress – in order to prevent material damage caused by defective needle points.
Tip:
You get smaller stitch holes and less material damage with the same needle stability if you choose one needle size less in the
SERV 7
design instead of a standard needle.
Requirements for cutting effects and seam appearance
In vehicle seat production composite materials are often used – such as laminated material together with plastic profiles and also leather. This is where needles with cutting points are recommended. These special needles pierce the material easier because of their cutting properties with reduced needle temperature. SCHMETZ offers a large range of different cutting points. The choice of the optimum point style depends on the thickness of the material, the type and function of the seam as well as the intended appearance of the seam. The incision and seam appearance vary depending on whether the cross section of the cutting edge has a lens-shaped, diamond or triangular shape. Another aspect is whether the cutting edge is across, at an angle or in the sewing direction.
For this case SCHMETZ has the solution: Special cutting points
The cutting points LR, LL, S, P, PCL and PCR are point styles suitable for all kinds of leather used in the vehicle seats industry. The main reason to use one of these cutting points is to create a special seam appearance.
Application of the cutting points LR, LL, S, P, PCL and PCR in the vehicle seats industry:
- These point styles are suitable for all kinds of leather used in the vehicle seats industry.
- The LR point is used when a decorative seam appearance is desired with stitches slightly inclined to the left. A stitch density of up to 5 – 6 stitches/cm is possible.
- The LL creates a more resistant seam than the S point with straight stitches that are slightly drawn in. The stitches are slightly more irregular than those of an S point. A stitch density of 5 – 6 stitches/cm is possible.
- The S point produces a very straight seam line. The sewing thread is drawn into the leather. The S point is used often to create coarse decorative seams where thick sewing threads and large stitch lengths are used. Due to the incision in seam direction the stitch density should not be less than 3 – 4 stitches/cm to prevent seam perforation.
- The P point is used for seams that are subject to great strain. A stitch density of 6 – 8 stitches/cm is possible.
- The PCL and PCR should be selected to protect the sewing thread if strong, hard leather is being sewn. The PCL must always be used where the needles are threaded from the left. The PCR is used particularly as a left needle in two-needle machines.
For this case SCHMETZ has the solution: Special cutting points
SCHMETZ offers you three different types of triangular cutting points with graduated cutting effects for vehicle seat production. All three create a seam with straight stitches.
Application of the cutting points D, DH and SD1 in the vehicle seats industry:
- Needles with a triangular cutting point D are used where dry, hard leather has to be sewn successfully and economically and especially in combination with plastic profile or cardboard, if the plastic or cardboard is particularly solid. The stitch density should not exceed 3 – 4 stitches/cm
- The round point with small triangular tip SD1 is suitable for sewing material combinations with softer plastic material. A stitch density of up to 6 – 8 stitches/cm is possible
- The SD1 is also suitable for multidirectional sewing of leather, because the stitch appearance remains the same in all sewing directions.
- The harder the material to be sewn the more cutting effect is necessary: SD1 point with approx. 10 % cutting effect, DH point with approx. 50 % cutting effect, D point with approx. 90 % cutting effect
Tip: If high needle stability is required we recommend the SD1 point in combination with the SCHMETZ SERV 7 design. The reinforcement of the blade minimizes needle breakage and the hump scarf prevents skip stitches.

Note: The more the cutting effect increases, the more you are faced with damage to the sewing thread or material with starting and finishing bar tacks. The bar tacks should not be on the seam line but at a slight angle to the seam.
Advice: Depending on the material structure and the number of layers, round or ball points should be used for mainly textile materials. Cutting points are mainly suitable for leather, but also for different material combinations with plastic or cardboard. However, it must be considered that the cutting point could damage the textile components of the material. For optimum choice the point style should be adjusted individually in tests on the specific material or material mix and the specific processing technique.
Information: Special needle systems 134-35 FL SERV 7 and 134-35 FK-E SERV 7 in the vehicle seats industry
SCHMETZ has a special variant of the 134-35 needle system, which is most commonly used in seat production: the flat shank range. These needles have the prefix FL or FK-E and are supplied in a SERV 7 design.
Advantages of the 134-35 FL SERV 7 and 134-35 FK-E SERV 7:
Due to the flattened shank, the needle is always fixed in exactly the same position in the needle bar and that cannot be inserted at an angle. This ensures the required reproducibility and the seams are produced with a consistent high quality.
")
")